- русский
-
EnglishDeutschItaliaFrançais한국의русскийSvenskaNederlandespañolPortuguêspolski繁体中文SuomiGaeilgeSlovenskáSlovenijaČeštinaMelayuMagyarországHrvatskaDanskromânescIndonesiaΕλλάδαБългарски езикGalegolietuviųMaoriRepublika e ShqipërisëالعربيةአማርኛAzərbaycanEesti VabariikEuskeraБеларусьLëtzebuergeschAyitiAfrikaansBosnaíslenskaCambodiaမြန်မာМонголулсМакедонскиmalaɡasʲພາສາລາວKurdîსაქართველოIsiXhosaفارسیisiZuluPilipinoසිංහලTürk diliTiếng ViệtहिंदीТоҷикӣاردوภาษาไทยO'zbekKongeriketবাংলা ভাষারChicheŵaSamoa日本語SesothoCрпскиKiswahiliУкраїнаनेपालीעִבְרִיתپښتوКыргыз тилиҚазақшаCatalàCorsaLatviešuHausaગુજરાતીಕನ್ನಡkannaḍaमराठी
Машинное зрение и визуальные датчики: Принципы работы и приложения
Каталог
Что такое машинное зрение?
Машинное зрение — это технология, которая позволяет машинам захватывать, обрабатывать и анализировать изображения реальных объектов. Она сочетает в себе камеры, датчики, оптические линзы, системы освещения и программное обеспечение для обработки изображений, чтобы собирать визуальную информацию и превращать ее в полезные данные для автоматизированных решений.
В практических приложениях машинное зрение выполняет множество задач визуальной инспекции и измерения, которые иначе потребовали бы человеческого наблюдения. Вместо того чтобы полагаться на человека, который осматривает продукт и оценивает его состояние, система записывает четкое изображение объекта, преобразует это изображение в цифровую информацию и изучает конкретные визуальные детали. Эти детали могут включать форму, размер, положение, цвет, яркость, края, узоры и условия поверхности. Анализируя эти характеристики, система может определить, соответствует ли объект заранее определенным требованиям.
Как работает система машинного зрения
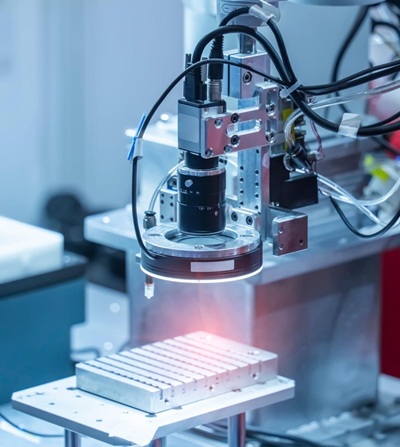
Процесс машинного зрения следует логической последовательности этапов. Сначала объект входит в зону инспекции и освещается с помощью контролируемого источника света. Правильное освещение помогает выявить важные визуальные характеристики и уменьшить тени, отражения или другие условия, которые могут повлиять на качество изображения.
Затем камера захватывает изображение объекта с определенного угла и расстояния. Захваченное изображение затем преобразуется в цифровые данные пикселей, где каждый пиксель содержит информацию о яркости, цвете или интенсивности. Это цифровое изображение передается в систему обработки изображений для анализа.
Программное обеспечение детально изучает изображение, идентифицируя границы, сравнивая формы, измеряя размеры, обнаруживая цветовые вариации и оценивая характеристики поверхности. Оно обрабатывает шаблоны пикселей и значения интенсивности, чтобы выделить наиболее важную информацию. Извлеченные данные затем сравниваются с заранее определенными стандартами, допусками или правилами инспекции, чтобы определить, соответствует ли объект требуемым критериям.
Применения и преимущества машинного зрения
После завершения анализа система генерирует результаты, которые можно использовать для поддержки широкого спектра промышленных операций. Машинное зрение может производить точные измерения, выявлять дефекты поверхности, проверять качество продукции, сортировать предметы по определенным характеристикам, определять точное положение объектов и обеспечивать руководство для роботизированных систем во время обработки или сборочных задач.
Поскольку машинам зрения удается быстро и последовательно проверять большое количество объектов, это помогает улучшить точность, эффективность и надежность производства. Их способность выполнять детальные проверки в реальном времени сделала их ключевой технологией в производстве, промышленной автоматизации, робототехнике, упаковке, производстве электроники и системах контроля качества.
Состав систем машинного зрения
Система машинного зрения состоит из нескольких аппаратных и программных компонентов, которые работают вместе для автоматической инспекции, измерения, идентификации и отслеживания объектов. Каждый компонент выполняет конкретную задачу в процессе инспекции. С момента, когда объект входит в зону инспекции, до момента принятия решения информация проходит через серию взаимосвязанных этапов. Эти этапы включают обнаружение объекта, захват изображения, передачу изображения, обработку изображения, генерацию результатов и управление оборудованием.
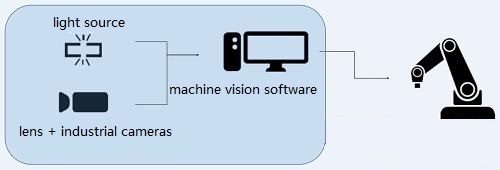
Для точной и надежной инспекции каждый компонент должен работать в координации. Задержка в захвате изображения, плохое освещение или неточное позиционирование могут повлиять на качество конечного результата. Поэтому производительность всей системы зависит от того, насколько хорошо эти компоненты работают вместе.
Камера и объектив
Камера и объектив составляют часть захвата изображения системы машинного зрения. Их задача заключается в том, чтобы захватить четкое и детализированное изображение проверяемого объекта.
Процесс начинается, когда свет, отраженный от поверхности объекта, попадает в объектив. Объектив собирает этот свет и фокусирует его на сенсоре камеры. Качество этой фокусировки напрямую влияет на резкость изображения. Если изображение размыто, маленькие дефекты, края, отметки или измерительные детали могут стать трудно различимыми.
После того как свет достигает сенсора, камера преобразует оптическое изображение в цифровые данные изображения. Эти данные состоят из тысяч или даже миллионов пикселей, которые представляют визуальные характеристики объекта. Затем изображение подготавливается для обработки системой зрения.
Разные задачи инспекции требуют разных конфигураций камер. Установка с одной камерой может быть достаточной, когда необходимо только одно изображение объекта. Однако продукты со сложными формами часто требуют нескольких камер, расположенных под разными углами. Это позволяет системе проверять несколько поверхностей одновременно, устраняя слепые зоны и захватывая более полную информацию.
Камеры машинного зрения доступны в нескольких типах, включая монохромные камеры, цветные камеры, линейные камеры, камеры с площадным сканированием, камеры с прогрессивным сканированием и камеры с высоким разрешением. Выбор зависит от факторов, таких как размер объекта, скорость производства, требуемая детализация изображения, угол обзора и точность измерений.
Источник света
Источник света является одной из самых критических компонентов в системе машинного зрения, поскольку качество изображения сильно зависит от правильного освещения.
Перед захватом изображения объект должен быть освещен контролируемым и постоянным образом. Цель состоит не просто в том, чтобы сделать объект видимым. Освещение должно четко выявить те характеристики, которые необходимо проверить. Эти характеристики могут включать края, царапины, трещины, текстуры поверхности, напечатанные символы, ярлыки, цветовые различия или размерные границы.
Правильное освещение увеличивает контраст изображения и делает важные детали более заметными на фоне. Например, небольшую царапину на металлической поверхности может быть трудно обнаружить при нормальных условиях освещения, но она может стать очень заметной, если осветить ее под определенным углом.
Распространенные технологии освещения включают светодиодное освещение, флуоресцентное освещение, волоконно-оптическое освещение и галогеновое освещение. Среди этих вариантов светодиодное освещение широко используется, так как оно обеспечивает стабильную яркость, длительный срок службы и низкие требования к обслуживанию.
Метод освещения выбирается на основе нескольких факторов, включая материал объекта, цвет, текстуру поверхности, отражательную способность, форму и угол инспекции. Хорошо спроектированное освещение помогает снизить тени, блики и отражения, что приводит к более высокой точности обнаружения и более согласованным результатам измерений.
Датчики
Датчики отвечают за обнаружение присутствия, положения или движения объекта перед началом захвата изображения.
В типичной производственной линии продукты непрерывно перемещаются по конвейеру или автоматизированной системе обработки. Камера должна захватывать изображение в нужный момент. Если изображение сделано слишком рано или слишком поздно, важные области инспекции могут быть упущены.
Чтобы предотвратить эту проблему, датчик отслеживает движение объекта и определяет, когда он достигает инспекционной позиции. Как только объект достигает назначенного места, датчик отправляет сигнал триггера камере.
Общие типы датчиков включают оптоволоконные датчики, датчики приближения, фотоэлектрические датчики и фотоэлектрические переключатели. Эти устройства обеспечивают точную информацию о времени и помогают синхронизировать захват изображения с движением объекта.
Точное срабатывание уменьшает ошибки, связанные с движением, улучшает согласованность изображений и гарантирует, что каждый объект проверяется при одинаковых условиях.
Плата захвата изображения
После того как камера захватывает изображение, данные изображения должны быть переданы в обрабатывающую систему. Эта задача выполняется платой захвата изображения.
Плата захвата получает сигналы изображения от камеры и преобразует их в формат, который может эффективно обрабатывать компьютер и программное обеспечение для визуализации. Во время высокоскоростных проверок большие объемы данных изображения должны передаваться быстро и надежно. Плата захвата помогает поддерживать стабильную передачу данных и предотвращает потерю изображения.
В дополнение к передаче данных изображения плата захвата может управлять несколькими функциями камеры. Эти функции могут включать срабатывание камеры, контроль экспозиции, регулировку времени интеграции, синхронизацию и контроль затвора.
Разные платы захвата поддерживают разные стандарты связи и аппаратные интерфейсы. Общие промышленные интерфейсы включают PCI, Compact PCI, PC104 и другие промышленные коммуникационные платформы. Выбранный интерфейс должен соответствовать как камере, так и обрабатывающей системе, чтобы обеспечить бесперебойную работу.
ПК-платформа
Компьютер служит центральным вычислительным узлом системы машинного зрения. Он получает данные изображения, выполняет алгоритмы инспекции, хранит информацию и передает результаты другому оборудованию.
Как только изображение поступает из камеры, компьютер обрабатывает данные шаг за шагом. Он может измерять размеры, определять конкретные особенности, сравнивать шаблоны, обнаруживать дефекты, декодировать штрих-коды или проверять качество продукции. Эти операции часто должны быть завершены в доли секунды, чтобы не отставать от скорости конвейерной линии.
Приложения, которые требуют быстрой проверки и больших объемов изображений, обычно используют высокопроизводительные процессоры, большую емкость памяти и современное вычислительное оборудование для сокращения времени обработки.
В промышленных условиях обычно используются промышленные ПК, так как они разработаны для надежной работы в суровых условиях. Они могут выдерживать пыль, вибрацию, колебания температуры, влажность и электрические помехи, что делает их подходящими для непрерывной работы на заводе.
Программное обеспечение для обработки изображений
Программное обеспечение для обработки изображений — это компонент, который преобразует сырые данные изображения в значимые результаты инспекции.
После получения изображения программное обеспечение анализирует его с использованием специализированных алгоритмов. Анализ часто следует последовательности операций. Сначала программное обеспечение улучшает изображение и удаляет ненужный шум. Затем оно идентифицирует важные особенности, такие как границы, формы, узоры, символы или цветовые области. Затем оно выполняет измерения, сравнения или классификационные задачи в соответствии с предопределенными правилами инспекции.
Программное обеспечение может выполнять широкий спектр функций, включая измерение размеров, позиционирование объектов, считывание штрих-кодов, оптическое распознавание символов (OCR), обнаружение дефектов, сопоставление шаблонов и идентификацию продукции.
После завершения анализа программное обеспечение генерирует результаты инспекции. Эти результаты могут включать решения о прохождении/непрохождении, размерные значения, координаты объектов, коды идентификации, местоположения дефектов или команды управления машиной.
Некоторые программные платформы предназначены для высокоспециализированных задач инспекции, в то время как другие предоставляют гибкие инструменты, которые могут быть адаптированы к различным приложениям в области производства и контроля качества.
Контрольный блок, включая ввода/вывода, управление движением и преобразование уровней
Контрольный блок соединяет систему машинного зрения с внешним оборудованием и позволяет преобразовывать результаты инспекции в физические действия.
После завершения анализа изображения программное обеспечение отправляет данные инспекции в контрольный блок. Контрольный блок затем взаимодействует с такими устройствами, как ПЛК, роботы, конвейеры, приводы, контроллеры движения и модули ввода/вывода.
В простых системах инспекции контрольный блок может отправлять только основной сигнал о прохождении или непрохождении. Например, когда обнаруживается дефектный продукт, выходной сигнал может активировать механизм отбраковки, который удаляет товар с конвейерной линии.
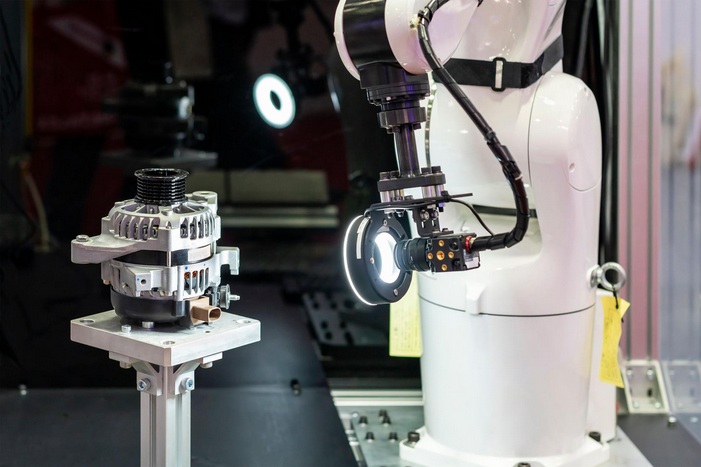
Более сложные системы требуют дополнительных возможностей управления. В роботизированных приложениях система зрения может вычислять точное положение и ориентацию объекта и отправлять эти координаты контроллеру робота. Робот затем может корректировать свой маршрут движения и выполнять точные операции по захвату и размещению, сборке или обработке.
Контроллер также может выполнять преобразование уровней сигналов, обеспечивая совместимость сигналов связи от системы зрения с подключенным оборудованием. Координируя обмен данными и действия машин, контроллер обеспечивает автоматические реакции, такие как отклонение продуктов, управление роботами, коррекция позиционирования, синхронизация процессов и контроль производственной линии.
Характеристики машинного зрения
Машинное зрение предоставляет несколько преимуществ по сравнению с ручной проверкой, особенно в производственных условиях, где продукты должны проверяться быстро, точно и последовательно. Во время ручной проверки операторы должны постоянно наблюдать за деталями, сравнивать их с требованиями к качеству и принимать решения на основе того, что они видят. С увеличением объемов производства поддерживать тот же уровень внимания и последовательности становится все труднее.
Машинное зрение решает эти задачи, используя цифровую съемку, автоматизированный анализ и заранее определенные правила проверки. После настройки системы каждый продукт проходит через один и тот же процесс проверки и оценивается по одинаковым стандартам. Это приводит к более высокой точности, лучшей последовательности, более быстрым скоростям проверки, более объективным результатам и более низким долгосрочным операционным затратам.
Точность
Одним из самых важных преимуществ машинного зрения является его способность выполнять высокоточными измерениями и проверками.
Многие промышленные продукты содержат особенности, которые являются чрезвычайно маленькими и сложными для точной оценки невооруженным глазом. Примеры включают тонкие электронные схемы, микро-компоненты, крошечные отверстия, узкие зазоры, печатные маркировки, пайки и дефекты поверхности. Даже при использовании увеличительных инструментов ручная проверка часто зависит от индивидуального визуального суждения, что может вводить вариации в измерениях.
Системы машинного зрения анализируют изображения на уровне пикселей. После захвата изображения программное обеспечение идентифицирует конкретные края, углы, узоры или контрольные точки и вычисляет размеры на основе откалиброванных измерений. Это позволяет системе измерять расстояния, диаметры, углы, позиции и особенности поверхности с высокой степенью точности.
В таких приложениях, как производство электроники, производство полупроводников, сборка медицинских устройств и прецизионная механическая обработка, машинное зрение может выявлять небольшие дефекты и отклонения размеров, которые могут быть трудными для идентификации только с помощью ручной проверки. Этот уровень точности помогает повышать качество продукции и снижать риск попадания дефектных изделий на более поздние стадии производства.
Повторяемость
Машинное зрение обеспечивает высоко последовательные результаты проверки, поскольку оно каждый раз придерживается одного и того же процесса проверки.
При ручной проверке разные операторы могут по-разному оценивать один и тот же продукт. Даже один и тот же оператор может достигать разных выводов в разное время из-за изменений в концентрации, рабочей нагрузке или условиях просмотра. Эти вариации могут повлиять на общую последовательность контроля качества.
Машинное зрение устраняет большую часть этой изменчивости, применяя заранее определенные правила проверки и параметры измерения ко всем продуктам. Каждое изображение обрабатывается с использованием одной и той же последовательности операций, и каждый результат сравнивается с теми же критериями приемлемости.
Например, если для продукта требуется диаметр отверстия в пределах определенного диапазона допуска, система измеряет эту характеристику, используя один и тот же метод для каждого цикла проверки. Процесс оценки остается неизменным, независимо от того, проверяется первый продукт или десять тысячный продукт.
Этот высокий уровень повторяемости помогает производителям поддерживать единое качество продукции, стабильные производственные стандарты и последовательную производительность проверки на больших объемах производства.
Скорость
Системы машинного зрения могут проверять продукты значительно быстрее, чем методы ручной проверки.
В производственной среде продукты часто непрерывно перемещаются по конвейерам, индексирующим столам или автоматизированным сборочным системам. Проверка должна быть завершена в очень короткий срок без прерывания производственного потока. Ручная проверка может стать узким местом, когда скорости производства увеличиваются, особенно когда большое количество изделий должно быть проверено за ограниченное время.
Системы машинного зрения разработаны для эффективного управления этими условиями. Когда объект достигает позиции проверки, датчик запускает камеру, изображение захватывается, и программное обеспечение для обработки немедленно начинает анализ. Измерения, проверки на наличие дефектов, сравнения узоров и процессы принятия решений часто могут быть завершены всего за миллисекунды.
Поскольку захват изображения и анализ происходят так быстро, машинное зрение может проверять быстро движущиеся продукты в реальном времени, сохраняя при этом точность проверки. Это позволяет производителям поддерживать высокий уровень производства без жертвования контролем качества.

Объективность
Машинное зрение предоставляет результаты инспекции на основе измеримых данных изображения, а не личной интерпретации.
Во время ручной инспекции разные лица могут по-разному оценивать один и тот же дефект. Такие факторы, как уровень опыта, визуальное восприятие, рабочее давление, условия освещения и усталость могут влиять на решения. В результате пограничные дефекты иногда могут быть приняты одним инспектором и отклонены другим.
Машинное зрение следует программируемым критериям инспекции. Система анализирует характеристики изображения, сравнивает измеренные значения с заранее определёнными пределами и генерирует результаты в соответствии с установленными правилами. Каждое решение основано на захваченных данных изображения, числовых измерениях и программируемых порогах.
Поскольку процесс оценки не зависит от личного суждения, результаты инспекции остаются более последовательными на разных сменах, в разных партиях продукции и при различных условиях эксплуатации. Эта объективность помогает улучшать контроль качества, управление процессами и прослеживаемость продукции.
Экономическая эффективность
Машинное зрение может значительно сократить затраты на инспекцию в долгосрочной перспективе, одновременно повышая общую производственную эффективность.
В ручных процессах инспекции может потребоваться несколько операторов для непрерывной проверки продукции на протяжении производственной смены. Дополнительная рабочая сила также может понадобиться для повторной проверки сомнительных продуктов или выполнения повторяющихся измерений. С увеличением объема производства затраты на рабочую силу и нагруженность инспекции, как правило, также увеличиваются.
Автоматизированная система машинного зрения может выполнять эти задачи непрерывно с минимальными перебоями. После установки и настройки система может проверять большое количество продуктов, сохраняя те же стандарты инспекции. Это снижает необходимость в повторной ручной инспекции и позволяет персоналу сосредоточиться на задачах, требующих технической экспертизы или улучшения процессов.
Хотя первоначальные инвестиции в камеры, освещение, программное обеспечение и обрабатывающее оборудование могут быть относительно высокими, долгосрочные преимущества часто превышают начальные расходы. Эти преимущества включают в себя более высокую производительность, более низкие затраты на рабочую силу, сокращение ошибок инспекции, меньшее количество дефектных продуктов, меньше отходов материалов и улучшение производственной эффективности.
В результате машинное зрение часто рассматривается не только как инструмент контроля качества, но и как технология, которая поддерживает сокращение затрат, оптимизацию процессов и долгосрочную эксплуатационную эффективность.
Принцип работы визуальных сенсоров
Как визуальные сенсоры собирают и анализируют информацию
Визуальный сенсор — это устройство, которое захватывает изображения объекта и преобразует эти изображения в полезные данные инспекции. Он служит первой стадией процесса машинного зрения, поскольку все измерения и результаты инспекции зависят от качества собранного изображения.
В промышленном применении визуальные сенсоры используются для получения информации о размере, позиции, форме, ориентации, площади, местоположении краев и центре тяжести объекта. Эта информация помогает определить, соответствует ли продукт требованиям качества, правильно ли он расположен для дальнейшей обработки или следует его принять или отклонить.
Процесс начинается, когда объект попадает в поле зрения сенсора. Свет от специального источника освещения или окружающей среды отражается от поверхности объекта и проходит через оптическую систему сенсора. Оптические компоненты фокусируют этот отражённый свет на изображении сенсора, создавая цифровое представление объекта.
Формирование изображения и детекция на основе пикселей
В основе визуального сенсора лежит изображение, состоящее из тысяч или миллионов отдельных пикселей. Каждый пиксель собирает свет с очень маленькой площади объекта и записывает информацию о интенсивности света и, в некоторых случаях, цвете.
Когда изображение захватывается, каждый пиксель хранит числовое значение, соответствующее количеству света, которое он получает. Яркие области создают более высокие значения пикселей, в то время как более тёмные области производят более низкие значения. Вместе эти значения пикселей формируют полное цифровое изображение объекта.
Количество деталей, видимых на изображении, во многом зависит от разрешения сенсора, которое определяется числом доступных пикселей. Сенсор с более высоким разрешением делит изображение на большее количество точек выборки, позволяя более точно захватывать и измерять мелкие детали.
Например, при инспекции печатной платы изображение низкого разрешения может показывать только общий контур компонентов. Изображение высокого разрешения может выявить гораздо более мелкие детали, такие как узкие проводники, маленькие паяные соединения, крошечные метки выравнивания или незначительные дефекты поверхности. Эта дополнительная детальность улучшает точность измерений и способность обнаружения дефектов.
Обработка изображений и извлечение признаков
Как только изображение было захвачено, визуальный сенсор начинает обрабатывать данные изображения. Первый шаг часто включает в себя улучшение качества изображения путем снижения шума, повышения контрастности и отделения объекта от фона. Эти операции помогают обеспечить более четкое определение важных характеристик.
Затем сенсор анализирует конкретные характеристики изображения. Он может находить края, идентифицировать геометрические формы, вычислять размеры, определять ориентацию объекта, измерять расстояния или находить центральную точку цели. На этом этапе система преобразует исходную информацию пикселей в значимые измерительные данные.
Извлеченная информация сравнивается с сохраненными эталонными изображениями, предопределенными стандартами, пределами допуска или критериями инспекции. Процесс сравнения определяет, соответствует ли объект ожидаемым требованиям.
Например, система может проверить, правильно ли расположена этикетка, правильно ли выровнен компонент, попадает ли диаметр отверстия в пределы допуска или содержит ли поверхность видимые дефекты. Процесс оценки следует одним и тем же запрограммированным правилам для каждого цикла инспекции, что гарантирует последовательные результаты.
Результаты вывода и принятие решений
После завершения анализа визуальный сенсор генерирует результаты инспекции, которые могут быть использованы операторами, машинами или системами управления.
В зависимости от приложения, вывод может включать результаты обнаружения объектов, координаты позиции, измерения размеров, информацию об ориентации, местоположения дефектов, данные идентификации или решения о проведении/непроведении. Эти результаты могут отображаться в системе мониторинга, сохраняться для контроля качества или передаваться непосредственно на производство.
В автоматизированных производственных системах вывод часто используется немедленно. Например, робот может получить координаты позиции для операции захвата и размещения, конвейерная система может отвергать бракованный продукт, или производственная машина может корректировать свои параметры работы на основе результатов измерений.
Основные компоненты визуального сенсора
Визуальный сенсор объединяет множество технологий в компактной системе, способной захватывать, обрабатывать и передавать данные изображения. Для выполнения этих функций точно и надежно несколько компонентов работают вместе на протяжении всего процесса инспекции.
Оптические компоненты
Оптические компоненты направляют и фокусируют свет от объекта на сенсор изображения. Эти компоненты могут включать в себя линзы, фильтры, зеркала и защитные оптические элементы. Их цель - создать четкое и стабильное изображение, которое сохраняет важные визуальные детали.
Лазерные устройства
Многие визуальные сенсоры используют лазерные излучатели для генерации точных световых паттернов или эталонных линий. Эти лазерные проекции упрощают измерение расстояний, обнаружение профилей объектов и создание трехмерной информации о поверхности.
Сканирующие моторы и механизмы сканирования
В приложениях, требующих площади сканирования или измерения профиля, сканирующие моторы и механизмы сканирования перемещают оптические компоненты или направляют путь сканирования по цели. Это контролируемое движение позволяет сенсору собирать данные изображения из разных положений и создавать полное представление об объекте.
Угловые сенсоры
Угловые сенсоры контролируют ротационное положение и движение в сканирующей системе. Они помогают поддерживать точность измерений, обеспечивая работу сканирующих компонентов под правильным углом и в правильном положении на протяжении всего процесса инспекции.
Линейные CCD-датчики
Многие системы визуального восприятия используют линейные CCD (зарядно-связанные устройства) для захвата информации о изображении по одной линии за раз. Поскольку либо объект, либо сканирующая система движется, последовательные линии изображения собираются и комбинируются для создания полного изображения. Этот подход обычно используется в приложениях для высокоскоростной инспекции и сканирования поверхностей.
Драйверы сенсоров и электронные управляющие схемы
Драйверы сенсоров и управляющая электроника регулируют работу сенсоров изображения, лазеров, сканирующих устройств и интерфейсов связи. Они управляют временными параметрами сигналов, координируют сбор данных и обеспечивают стабильную работу системы в течение длительной работы.
Важность визуальных сенсоров в машинном зрении
Визуальные сенсоры являются основополагающей частью систем машинного зрения, поскольку они предоставляют данные изображения, необходимые для всех последующих процессов анализа и принятия решений. Без точного захвата изображения надежное измерение и инспекция невозможно.
Объединив оптическую технологию, электронику, устройства захвата изображения, механизмы сканирования и функции обработки, визуальные сенсоры могут быстро и последовательно захватывать детальную информацию об объектах. Эта возможность делает их необходимыми для таких приложений, как контроль качества, управление роботами, измерение размеров, идентификация объектов, автоматическая сборка и управление промышленными процессами.
Внедрение визуальных сенсоров
Визуальные сенсоры — это бесконтактные устройства инспекции, которые объединяют аппаратное обеспечение для изображения, оптические компоненты, электронные схемы и технологии обработки изображений в одной системе. В отличие от инструментов измерения, основанных на контакте, визуальные сенсоры не требуют соприкосновения с объектом, который инспектируется. Информация собирается путем захвата и анализа света, отраженного от поверхности объекта.
Этот бесконтактный подход особенно ценен в автоматизированных производственных средах. Продукты могут продолжать движение по конвейеру, вращаться на приспособлении или обрабатываться роботом, пока проводятся измерения и инспекции. Поскольку физический контакт не требуется, нет риска поцарапать деликатные поверхности, деформировать мягкие материалы или прервать производственный процесс.
В робототехнических приложениях визуальные сенсоры предоставляют информацию, необходимую для локализации объектов, проверки позиций, измерения размеров, идентификации характеристик и управления автоматизированными движениями. Для выполнения этих задач системы визуального восприятия роботов обычно полагаются на три основных метода измерения: обработка изображений по яркости, бинарная обработка изображений и измерение на основе расстояния.
Обработка изображений по яркости: использование интенсивности света для извлечения характеристик объектов
Обработка изображений по яркости является одним из наиболее широко используемых методов в системах машинного зрения. Процесс начинается с того, что камера захватывает изображение целевого объекта при контролируемых условиях освещения.
Каждая область изображения содержит значение яркости, соответствующее количеству отраженного света, достигающего сенсора изображения. Гладкие поверхности, печатные маркировки, края, отверстия, царапины и другие характеристики часто отражают свет по-разному, создавая вариации в яркости по всему изображению.
После захвата изображения камера преобразует оптическое изображение в цифровые данные пикселей. Каждый пиксель хранит числовое значение яркости, позволяя системе математически анализировать изображение. Затем программное обеспечение для обработки изображений исследует эти значения, чтобы выявить важные визуальные характеристики.
Во время анализа система может находить края, углы, прямые линии, кривые, узоры, печатные символы, дефекты поверхности и границы объектов. Например, при инспекции механического компонента изменения яркости могут раскрывать контур отверстия, край обработанной поверхности или местоположение гравированной маркировки.
Поскольку изображение в градациях серого может содержать большое количество данных, обработка каждого уровня яркости может требовать значительных вычислительных ресурсов. В приложениях с высокой скоростью обработки часто используются дополнительные методы обработки, чтобы уменьшить вычислительную нагрузку и улучшить скорость инспекции.
Бинарная обработка изображений: упрощение изображений для более быстрого анализа
Бинарная обработка изображений часто используется, когда цель заключается в том, чтобы быстро и эффективно отделить объект от фона.
Процесс начинается с преобразования изображения в градациях серого в бинарное изображение, где каждому пикселю присваивается одно из всего лишь двух возможных значений. Пиксели классифицируются как черные или белые на основе выбранного порогового значения яркости. Области, более яркие, чем порог, получают одно значение, в то время как более темные области получают другое.
Это преобразование значительно упрощает изображение. Вместо анализа сотен уровней яркости система должна различать лишь две области. В результате расчеты становятся быстрее, а выявление характеристик объекта — проще.
Как только объект отделен от фона, система может выполнять дополнительные измерения. Она может вычислять площадь объекта, ширину, высоту, периметр, ориентацию, центральную позицию или геометрическую форму. Она также может считать объекты, проверять их наличие или отсутствие и обнаруживать отсутствующие компоненты.
Например, на сборочном конвейере бинарная обработка изображений может быстро определить, присутствует ли деталь в правильном месте перед началом следующего производственного этапа. Благодаря своей скорости и простоте этот метод широко применяется в инспекциях больших объемов и в автоматизированных процессах сортировки.
Измерение на основе расстояния: измерение положения и формы в трех измерениях
Некоторые приложения требуют более чем двумерного изображения. В таких ситуациях системе необходимо определить, насколько далеко объект от сенсора, и измерить его трехмерную форму. Методы измерения на основе расстояния разработаны для этой цели.
Процесс включает в себя сбор информации о физическом расстоянии между датчиком и различными точками на поверхности объекта. Используя эту информацию, система может рассчитать высоту, глубину, контур, ориентацию и пространственное положение.
Один из распространенных подходов - это метод трехмерной триангуляции. В этом методе лазерный луч или структура светового паттерна проецируется на поверхность объекта. Отраженный свет наблюдается под другим углом камерой или датчиком. Анализируя геометрические взаимосвязи между источником света, объектом и камерой, система рассчитывает расстояние до конкретных точек на поверхности.
Другой широко используемый подход - это стереовидение. Эта техника использует две камеры, расположенные в разных местах, аналогично тому, как глубина может быть оценена с двух разных углов зрения. Обе камеры одновременно захватывают изображения одного и того же объекта. Система сравнивает соответствующие визуальные особенности изображений и рассчитывает информацию о глубине на основе различий между двумя видами.
Измерение на основе расстояния позволяет визуальным датчикам генерировать трехмерные данные, что делает возможным исследование сложных форм, измерение профилей объектов, оценку объема и определение точных местоположений объектов.
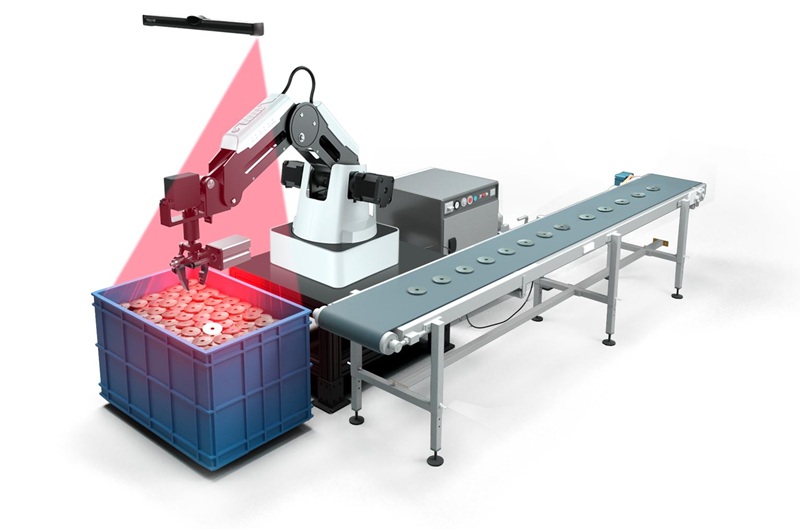
Эти возможности особенно важны в таких приложениях, как robotics picking, автоматическая сборка, палетирование, извлечение из контейнеров, размерная инспекция и 3D-контроль качества.
Поддержка обнаружения объектов и робототехнического управления
Три метода измерения часто используются вместе в одной системе зрения. Изображение яркости может использоваться для идентификации поверхностных особенностей, бинарная обработка может изолировать объект от фона, а измерение расстояния может предоставить данные о трехмерной позиции.
Комбинируя эти техники, визуальные датчики могут выполнять широкий спектр промышленных задач. Они могут обнаруживать объекты, измерять размеры, распознавать формы, отслеживать движение, проверять качество сборки, определять ориентацию объектов и предоставлять информацию о позиционировании для роботизированных систем.
В результате визуальные датчики стали основными компонентами в современной автоматизации. Их способность собирать точную визуальную информацию без физического контакта позволяет осуществлять более быстрые проверки, более надежные измерения, улучшенный контроль процессов и точное роботизированное управление в широком спектре производственных и промышленных приложений.
Сравнение фотоэлектрических датчиков и визуальных датчиков
Понимание различий между двумя технологиями
Фотоэлектрические датчики и визуальные датчики используются для обнаружения и мониторинга объектов в автоматизированных системах, но они значительно различаются по количеству информации, которую могут собирать и обрабатывать.
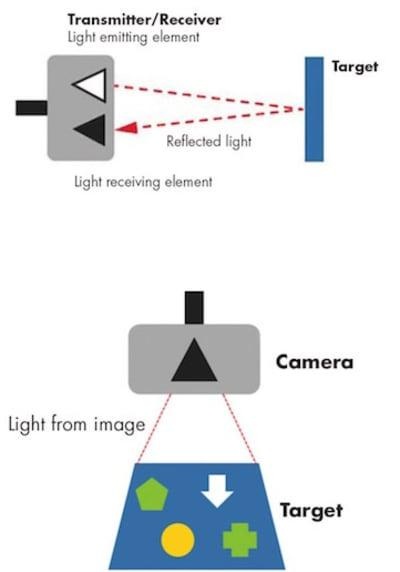
Фотоэлектрический датчик в первую очередь предназначен для определения наличия или отсутствия объекта в конкретном месте. Его работа относительно проста. Световой луч излучается в целевую область, и датчик контролирует, отражается, прерывается или принимается ли этот луч. На основе этого сигнала система определяет, вошел ли объект в зону обнаружения.
Этот метод эффективен для основных задач сенсирования, таких как счет продуктов на конвейере, обнаружение прихода упаковки, подтверждение наличия компонента или активация следующего этапа в производственном процессе. Однако предоставленная информация, как правило, ограничивается простым результатом обнаружения.
Визуальные датчики работают на гораздо более высоком уровне инспекции. Вместо того чтобы полагаться на один световой сигнал, они захватывают полное изображение объекта и одновременно анализируют несколько визуальных признаков. Это позволяет системе собирать подробную информацию об объекте, а не просто подтверждать его наличие.
Возможности инспекции
Наибольшее различие между фотоэлектрическими датчиками и визуальными датчиками заключается в количестве информации, которую можно извлечь во время инспекции.
Фотоэлектрический датчик может обычно ответить на основной вопрос, такой как наличие, отсутствие или расположение объекта в области обнаружения. Хотя этого достаточно для многих простых автоматизационных задач, это не предоставляет информации о состоянии или характеристиках объекта.
Визуальный датчик может выполнять гораздо более полные инспекции. После захвата изображения система может анализировать форму, размер, положение, ориентацию, цвет, состояние поверхности, маркировки, узоры, размеры и особенности сборки в рамках одного цикла инспекции.
Например, рассмотрим продукт, движущийся по конвейеру. Фотоэлектрический датчик может подтвердить только то, что продукт arrived на станции инспекции. Визуальный датчик может определить, является ли продукт правильной моделью, проверить его размеры, проверить расположение этих ярлыков, подтвердить правильную сборку, выявить дефекты поверхности и измерить его положение для роботизированной обработки.
Поскольку множество инспекций можно выполнять с одного изображения, визуальные датчики обеспечивают значительно больше возможностей для инспекции в одной системе.
Снижение аппаратных требований
В традиционных автоматизированных системах часто требовалось несколько фотоэлектрических датчиков для выполнения серии инспекционных задач.
Например, один датчик может определять наличие продукта, другой может проверять высоту, третий может подтверждать ориентацию, а дополнительные датчики могут быть установлены для проверки позиции или подсчета продуктов. По мере увеличения требований к инспекции количество датчиков, крепежных деталей, кабелей и точек регулировки часто также увеличивалось.
Визуальные датчики могут часто заменить многие из этих отдельных устройств. Одно изображение с камеры содержит большое количество информации, которую можно анализировать одновременно. Вместо установки нескольких отдельных сенсорных устройств один визуальный датчик может выполнять несколько функций инспекции в одной интегрированной системе.
Это снижение аппаратных затрат может упростить проектирование системы, уменьшить сложность проводки, минимизировать пространство для установки и снизить требования к техническому обслуживанию.
Адаптивность к изменениям позиции и ориентации
Одним из самых важных преимуществ визуальных датчиков является их способность справляться с изменениями в позиции и ориентации объектов.
Во многих приложениях фотоэлектрического сенсорного контроля объекты должны проходить через определенное место с постоянным выравниванием. Если позиция объекта смещается за пределы диапазона обнаружения датчика, могут возникнуть неправильные показания. Чтобы избежать этой проблемы, производители часто используют направляющие рельсы, крепления, механизмы позиционирования или дополнительные датчики для поддержания постоянного размещения объектов.
Визуальные датчики обеспечивают большую гибкость, поскольку они инспектируют полное изображение, а не полагаются на одну точку обнаружения. Когда объект слегка перемещается в пределах поля зрения камеры, алгоритмы обработки изображений могут часто находить объект и продолжать процесс инспекции.
Например, если упаковка прибывает немного смещенной от ожидаемой позиции, визуальный датчик может идентифицировать упаковку на изображении, определить ее фактическое местоположение и выполнить необходимые измерения с использованием этого обновленного положения. Эта возможность снижает зависимость от высокоточных механических систем позиционирования.
В результате визуальные датчики особенно ценны в приложениях, где продукты могут поступать с небольшими вариациями в размещении, повороте или ориентации.
Гибкость программного обеспечения и смена продукции
Еще одним важным преимуществом визуальных датчиков является их гибкость на основе программного обеспечения.
Во многих фотоэлектрических системах изменения требований к производству могут требовать физических модификаций. Новые датчики могут потребоваться установить, позиции крепления могут потребовать корректировки, или настройки обнаружения могут потребовать перекалибровки. Эти изменения могут увеличить время настройки и сложность системы.
Визуальные датчики могут часто адаптироваться через конфигурацию программного обеспечения. Параметры инспекции, пределы измерений, эталонные образцы и критерии приемлемости могут быть обновлены без значительных изменений в аппаратном обеспечении.
Например, производственная линия может производить несколько моделей продукции, которые различаются по размеру, форме, дизайну этикеток или расположению компонентов. Вместо замены датчиков или переработки инспекционной станции, операторы могут выбрать другую программу инспекции или загрузить новый рецепт продукта. Затем визуальный датчик применяет соответствующие правила инспекции для этого продукта.
Эта гибкость делает визуальные датчики отлично подходящими для производств с большим разнообразием продукции, частыми сменами продукции, индивидуальным производством и современными автоматизированными производственными системами.
Резюме ключевых преимуществ
Хотя фотоэлектрические датчики остаются высокоэффективными для простых задач обнаружения, визуальные датчики предоставляют гораздо более широкий спектр возможностей инспекции.
Захватывая и анализируя изображения, визуальные датчики могут оценивать несколько характеристик продукта одновременно, снижая необходимость в многочисленных отдельных сенсорных устройствах. Они могут учитывать вариации в позиции объектов, поддерживать быстрые смены продукции через программные настройки и проводить детальные инспекции, которые выходят далеко за пределы простого обнаружения наличия.
По этим причинам визуальные датчики стали все более важной технологией в робототехнике, автоматизированной инспекции, контроле качества, упаковочных системах, сборочных операция и современных производственных средах, где гибкость, точность и информация о инспекции являются необходимыми.
Применение машинного зрения и визуальных датчиков
Машинное зрение и визуальные сенсоры используются в приложениях, где необходимо обнаружить, идентифицировать, измерять, проверять, классифицировать, позиционировать или отслеживать объекты. Захватывая изображения и автоматически их анализируя, эти системы могут выполнять задачи проверки и измерения с такой скоростью и уровнем согласованности, которые трудно достичь при помощи ручных методов.
Типичный процесс начинается с захвата изображения. Камеры захватывают изображения целевых объектов, а программное обеспечение для обработки изображений извлекает важную визуальную информацию. Затем система сравнивает собранные данные с предопределенными стандартами, эталонными изображениями или критериями измерения. На основе результатов она может генерировать решения по проверке, предоставлять данные для измерения, срабатывать на сигналы тревоги, управлять роботами или контролировать производственное оборудование.
Поскольку машинное зрение работает без физического контакта, оно хорошо подходит для приложений, связанных с хрупкими продуктами, производственными линиями с высокой скоростью, опасными условиями и задачами точного измерения. Его сочетание скорости, точности, повторяемости и автоматизации привело к широкому применению в различных отраслях.
Сельское хозяйство
Сельское хозяйство является одной из растущих областей применения машинного зрения. Современные сельскохозяйственные операции все больше полагаются на визуальные сенсорные системы для улучшения качества продукции, снижения потребности в рабочей силе и поддержки принятия решений на основе данных.
Машинное зрение обычно используется для:
• Проверки качества фруктов
• Оценки зрелости фруктов
• Мониторинга роста сельскохозяйственных культур
• Обнаружения сорняков
В операциях по сортировке фруктов продукты перемещаются по конвейеру, в то время как несколько камер захватывают изображения под разными углами. Этот подход многогранной проверки позволяет системе осмотреть большую часть поверхности фрукта за один цикл проверки.
Например, в системе сортировки яблок камеры захватывают изображения, когда яблоки вращаются или проходят через станцию проверки. Программное обеспечение анализирует цвет поверхности, форму, размер, вмятины, дефекты, трещины и другие видимые недостатки. На основе предопределенных стандартов сортировки каждому яблоку автоматически присваивается соответствующая категория качества.
Машинное зрение также может поддерживать управление сельским хозяйством. Изображения, собранные с камер, установленных на тракторах, дронах или системах мониторинга полей, могут использоваться для оценки роста сельскохозяйственных культур, выявления нездоровых растений, оценки уровней зрелости и нахождения сорняков в культивируемых зонах.
Несмотря на эти преимущества, сельскохозяйственные приложения представляют собой уникальные вызовы. Открытые условия часто связаны с изменяющимися солнечными условиями, тенями, изменениями погоды, сложными фонами, пылью и естественными различиями между растениями. Эти факторы могут повлиять на качество изображения и точность проверки. В результате продолжаются исследования, направленные на улучшение надежности и устойчивости систем машинного зрения в реальных полевых условиях.
Промышленное производство
Промышленное производство является одной из самых установленных и широко применяемых областей машинного зрения.
В производственной среде продукты проходят через несколько стадий производства и должны многократно проверяться для обеспечения качества и согласованности. Ручная проверка может стать сложной, когда продукты маленькие, скорости производства высокие или критерии проверки сложные. Машинное зрение решает эти проблемы, проводя проверки автоматически и последовательно на протяжении всего производственного процесса.
Машинное зрение широко используется для:
• Идентификации продуктов
• Проверки этикеток
• Обнаружения дефектов на печатных платах (PCB)
• Проверки упаковки
• Проверки автомобильных компонентов
• Проверки полупроводников
• Мониторинга производства пищевых продуктов
Для идентификации продуктов система может считывать штрих-коды, QR-коды, серийные номера и напечатанные символы для проверки информации о продукте. Во время проверки этикеток камеры проверяют, присутствуют ли этикетки, правильно ли они расположены и правильно ли напечатаны.
В производстве печатных плат (PCB) машинное зрение проверяет проводящие места, расположение компонентов, дорожки и точность сборки. Малые дефекты, которые могут быть трудными для идентификации с помощью ручной проверки, часто могут быть быстро обнаружены с помощью автоматизированного анализа изображений.
В приложениях для упаковки машинное зрение используется для проверки целостности упаковки, подтверждения количества продуктов, проверки герметичности, проверки уровня заполнения и обеспечения правильности информации об упаковке. В производстве автомобилей и полупроводников машинное зрение выполняет высокоточные измерения размеров и инспекции дефектов для поддержания строгих стандартов качества.
В средах производства продуктов питания визуальные сенсоры контролируют внешний вид продуктов, согласованность цвета, размер, форму и качество упаковки, поддерживая операции по производству с высокой скоростью.
Эти возможности помогают улучшать контроль качества, производственную эффективность, прослеживаемость, согласованность процессов и гибкость производства.
Минеральная переработка
Машинное зрение также используется в минеральной переработке и мониторинге флотации, где визуальная информация может предоставить ценную информацию о производительности процессов.
В флотационных системах пузырьки формируются на поверхности танков для разделения минералов. Размер, форма, цвет, плотность и движение этих пузырьков часто отражают эффективность процесса разделения.
Камеры непрерывно захватывают изображения флотационной поверхности, в то время как программное обеспечение для обработки изображений анализирует характеристики пузырьков. Собранные данные помогают операторам оценивать условия процесса и определять, нужны ли корректировки.
Путем мониторинга структуры пузырьков, распределения цвета, текстуры поверхности и паттернов движения, системы машинного зрения могут поддерживать лучший контроль процессов, улучшать коэффициенты восстановления минералов и повышать оперативную эффективность.
Транспорт и безопасность
Машинное зрение играет важную роль в современных системах транспорта и безопасности.
В интеллектуальных транспортных системах (ИТС) камеры непрерывно мониторят дороги, перекрестки, пункты сбора платы и полосы движения. Захваченные изображения анализируются для идентификации транспортных средств, подсчета потока движения, обнаружения нарушений разметки, распознавания номерных знаков и мониторинга состояния дорог.
Технология визуального восприятия также широко используется в системах безопасности и наблюдения. Камеры контролируют защищенные зоны и предоставляют данные изображения для таких действий, как контроль доступа, мониторинг периметра, отслеживание объектов и обнаружение событий.
Обрабатывая большие объемы визуальной информации автоматически, машинное зрение помогает повысить оперативную эффективность и поддерживает более быстрые реакции на изменяющиеся условия.
Медицинская визуализация
Медицинская визуализация является еще одной важной областью применения технологий машинного зрения.
Современные системы здравоохранения генерируют большое количество медицинских изображений, которые требуют тщательного анализа. Машинное зрение помогает медицинским специалистам, улучшая изображения, идентифицируя важные структуры и поддерживая диагностические оценки.
Техники машинного зрения обычно применяются к:
• Рентгеновским изображениям
• Сканированиям магнитно-резонансной томографии (МРТ)
• Изображениям компьютерной томографии (КТ)
Процесс анализа часто включает обнаружение анатомических структур, измерение размеров, выделение аномалий и сравнение особенностей изображений с известными медицинскими шаблонами. Эти инструменты помогают улучшить эффективность интерпретации изображений и поддерживают более точные клинические оценки.
Поскольку технологии медицинской визуализации продолжают развиваться, машинное зрение становится все более важным в поддержке диагностики, планировании лечения и медицинских исследованиях.
Научные исследования
Научные исследования часто требуют наблюдения и анализа объектов, которые слишком малы, слишком многочисленны или слишком сложны для эффективной оценки с помощью ручных методов. Машинное зрение предоставляет исследователям автоматизированные инструменты для захвата изображений, измерения и классификации.
Применения включают:
• Анализ материалов
• Биологический анализ
• Химический анализ
• Исследования в области жизненных наук
• Подсчет и классификация клеток крови
• Анализ хромосом
• Идентификация раковых клеток
В biological laboratories, системы машинного зрения могут захватывать микроскопические изображения и автоматически идентифицировать определенные типы клеток. Во время анализа крови система может подсчитывать клетки, измерять характеристики клеток и классифицировать различные категории клеток. В генетических и медицинских исследованиях техники обработки изображений помогают в анализе хромосом и идентификации аномальных клеточных структур.
Исследователи также используют машинное зрение для анализа поверхностей материалов, наблюдения за химическими реакциями и сбора количественных данных из экспериментов. Автоматизированный анализ изображений улучшает последовательность измерений и позволяет более эффективно обрабатывать большие наборы данных.
Преимущества в различных отраслях
Широкий спектр приложений машинного зрения демонстрирует его ценность как в промышленных, так и в непроизводственных сферах.
Объединяя захват изображений, автоматизированный анализ, измерения, распознавание паттернов и функции принятия решений, системы машинного зрения могут преобразовывать визуальную информацию в действенные данные. Эта возможность поддерживает более эффективные процессы инспекции, мониторинга и контроля.
Независимо от того, используется ли в сельском хозяйстве, производстве, минеральной переработке, транспорте, безопасности, здравоохранении или научных исследованиях, машинное зрение помогает улучшить точность, эффективность, последовательность, продуктивность и качество принятия решений. Эти преимущества сделали машинное зрение и визуальные датчики необходимыми технологиями в современном автоматизированном и интеллектуальном оборудовании.
История разработки и эволюция визуальных сенсоров
Ранняя разработка технологий визуальных сенсоров
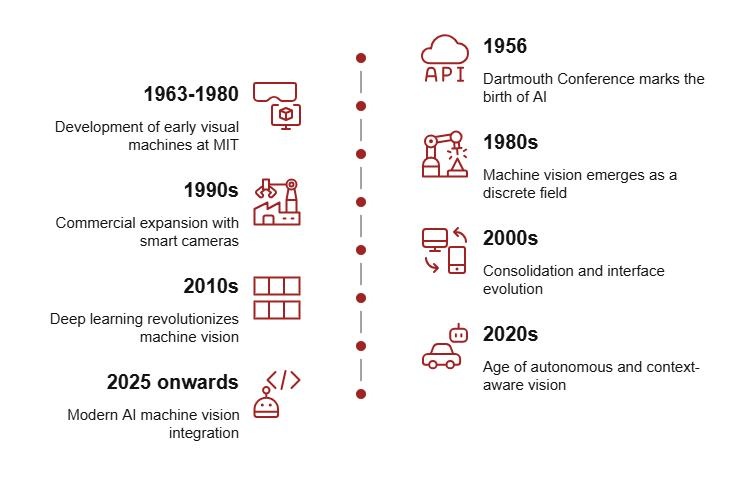
Технология визуальных сенсоров начала развиваться в конце 1950-х годов, когда достижения в области электроники, изображающих устройств и компьютерных систем создали новые возможности для автоматизированной инспекции и восприятия машинами. Исследователи искали методы, которые позволили бы машинам собирать визуальную информацию о своем окружении и использовать эту информацию для поддержки автоматизированных операций.
Ранние визуальные системы были относительно простыми и ограничивались возможностями доступных камер, аппаратного обеспечения для обработки и накопителей. Захват изображений был медленным, вычислительные ресурсы были дефицитом, и могли выполняться только основные функции анализа изображений. Несмотря на эти ограничения, эти ранние разработки заложили основу для современного технологии машинного зрения.
По мере того как компьютеры становились мощнее, а технологии сенсоров изображений улучшались, визуальные сенсоры постепенно переходили от лабораторных исследовательских проектов к практическим промышленным инструментам.
Появление исследований роботизированного зрения
В 1960-х годах исследовательские усилия расширились в сторону роботизированного зрения, сосредоточившись на возможности машин распознавать и взаимодействовать с объектами в их окружении. Ранние исследования обычно проводились в контролируемых помещениях с простыми формами объектов и предсказуемыми местоположениями.
Исследователи разработали техники для обнаружения краев, идентификации геометрических форм, отделения объектов от фона и определения положения объектов в изображении. Эти исследования представили многие концепции, которые остаются основополагающими для современного машинного зрения, включая сегментацию изображений, извлечение признаков, распознавание объектов и анализ шаблонов.
Хотя вычислительные ограничения ограничивали возможности систем, этот период стал началом визуального восприятия на основе машин и обеспечил основу для будущих технологий автоматизации.
Расширение в промышленное применение
К 1970-м годам улучшения в области электроники и компьютерных технологий сделали визуальные сенсоры все более практичными для промышленного использования. Производители начали внедрять системы машинного зрения для задач инспекции и измерения, которые были повторяющимися, трудоемкими или трудными для выполнения с помощью ручной инспекции.
Некоторые из самых ранних промышленных приложений включали:
• Производство интегральных схем
• Прецизионная сборка электронной аппаратуры
• Инспекция упаковки напитков
• Автоматизированные системы контроля качества
В производстве полупроводников визуальные системы использовались для инспекции тонких схем и выявления производственных дефектов. В операциях по сборке электроники они проверяли размещение и выравнивание компонентов. Упаковочные системы использовали машинное зрение для проверки этикеток, уровней наполнения, закрытий и целостности упаковки. Эти приложения продемонстрировали способность визуальных сенсоров улучшать как качество продукции, так и эффективность производства.
Технологические достижения, ускорившие развитие
Развитие визуальных сенсоров было ускорено прогрессом в нескольких научных и инженерных дисциплинах.
Достижения в цифровой обработке изображений улучшили методы улучшения изображений, снижения шума и извлечения признаков. Исследования в области распознавания шаблонов позволили системам более точно идентифицировать объекты, символы и повторяющиеся визуальные признаки. Улучшения в области компьютерной графики поддержали более эффективное представление и анализ изображений.
Исследования человеческого визуального восприятия также оказали влияние на методы интерпретации изображений, в то время как достижения в области интеллектуальных вычислительных технологий улучшили классификацию объектов, распознавание шаблонов и возможности автоматизированного принятия решений.
Эти разработки позволили системам машинного зрения выйти за рамки простых инспекций и выполнять более сложные задачи, такие как управление роботами, классификация дефектов, отслеживание объектов, измерение размеров и контроль процессов.
Эволюция устройств захвата изображений
Развитие визуальных сенсоров было тесно связано с улучшениями в технологии захвата изображений.
Ранние системы машинного зрения полагались на технологию трубок камер для захвата изображений. Хотя эти устройства позволяли выполнять базовую визуальную инспекцию, они часто страдали от низкого качества изображений, больших физических размеров, уменьшенной стабильности и больших требований к обслуживанию.
Введение сенсоров CCD (зарядно-связанные устройства) представило собой значительный технологический прорыв. Сенсоры CCD обеспечили лучшее качество изображений, более высокую светочувствительность, большую надежность и более последовательную производительность. Эти преимущества значительно повысили точность и эффективность систем машинного зрения.
Принятие технологии CCD позволило проводить более точные инспекции, измерения и автоматизацию приложений в самом широком диапазоне отраслей.
Современные технологии визуальных сенсоров
Современные визуальные сенсоры предлагают возможности, значительно превосходящие возможности более ранних систем. Достижения в проектировании сенсоров, оборудовании для обработки, технологиях связи и алгоритмах обработки изображений значительно увеличили производительность и функциональность.
Современные системы могут захватывать изображения высокого разрешения, обрабатывать большие объемы данных изображений в реальном времени и выполнять сложные анализы за доли секунды. Такие функции, как автоматическая фокусировка, быстрая съемка изображений, трехмерная визуализация, распознавание объектов и расширенные функции измерения теперь широко доступны.
Поскольку робототехника и промышленная автоматизация продолжают развиваться, визуальные сенсоры стали необходимыми инструментами для инспекции, измерения, управления роботами, мониторинга процессов и автоматизированного принятия решений. Сегодня они играют критическую роль в производстве, производстве электроники, сборке автомобилей, логистике, производстве полупроводников, производстве медицинских устройств и других современных промышленных приложениях.
Заключение
Машинное зрение улучшает точность, скорость и последовательность производства, заменяя ручную визуальную инспекцию автоматизированным анализом изображений. Его производительность зависит от правильного освещения, выбора камер, обработки изображений, калибровки и интеграции системы. Поскольку производство и автоматизация продолжают развиваться, машинное зрение остается основным для контроля качества, обнаружения дефектов, измерения, сортировки и управления роботами.
Часто задаваемые вопросы [FAQ]
1. Почему освещение часто считается наиболее критическим фактором в производительности системы машинного зрения?
Освещение напрямую влияет на качество изображения, захватываемого камерой. Даже камера с высоким разрешением может столкнуться с трудностями в обнаружении дефектов, краев, маркировок или размерных характеристик, если объект недостаточно освещен. Хорошее освещение улучшает контраст, уменьшает тени и отражения, а также подчеркивает важные особенности, которые необходимо инспектировать. Во многих приложениях машинного зрения улучшение настройки освещения может оказать большее влияние на точность инспекции, чем обновление самой камеры.
2. Как системы машинного зрения достигают более последовательных результатов инспекции, чем ручная инспекция?
Системы машинного зрения оценивают каждый продукт, используя одни и те же запрограммированные правила инспекции, методы измерения и критерии приемки. В отличие от человеческих инспекторов, они не подвержены усталости, изменениям концентрации, условиям освещения или субъективной оценке. Каждое изображение анализируется с использованием идентичных алгоритмов, что позволяет системе получать высоко повторяемые результаты на протяжении тысяч циклов инспекции. Эта последовательность помогает производителям поддерживать стабильные стандарты качества и снижать изменчивость инспекции.
3. Почему визуальные сенсоры более гибкие, чем традиционные фотоэлектрические сенсоры в современных автоматизированных системах?
Фотоэлектрические сенсоры, как правило, предназначены для обнаружения наличия или отсутствия объекта в конкретном месте. Визуальные сенсоры идут гораздо дальше, захватывая полные изображения и одновременно анализируя несколько характеристик. Один визуальный сенсор может проверять размер, форму, позицию, ориентацию, цвет, маркировки и условия поверхности во время одного цикла инспекции. Кроме того, критерии инспекции часто могут быть изменены через обновления программного обеспечения, а не изменения аппаратного обеспечения, что делает визуальные сенсоры высоко адаптивными к вариациям продукта и изменениям в производстве.
4. Как машинное зрение поддерживает управление роботами и автоматизированные производственные операции?
Машинное зрение предоставляет роботам точную информацию о расположении, ориентации, размерах и позиционировании объектов. После захвата и обработки изображения система зрения вычисляет координаты и отправляет эту информацию контроллеру робота. Робот затем может корректировать свои движения для выполнения таких задач, как операции по подбору и размещению, сборке, сортировке, упаковке или контролю качества. Эта возможность позволяет автоматизированным системам обрабатывать продукты, которые могут приходить в разных позициях или ориентациях, при этом поддерживая высокую точность и эффективность.
5. Почему машинное зрение стало все более важным в таких отраслях, как производство, сельское хозяйство, здравоохранение и транспорт?
Машинное зрение объединяет захват изображений, автоматизированный анализ, измерение и принятие решений в одной технологической платформе. В производстве оно улучшает контроль качества и эффективность производства. В сельском хозяйстве оно поддерживает мониторинг урожая и сортировку продукции. В здравоохранении оно помогает с анализом медицинских изображений и поддержкой диагностики. В транспорте оно позволяет осуществлять мониторинг движения и распознавание номерных знаков. Поскольку машинное зрение может быстро, точно и последовательно обрабатывать большие объемы визуальной информации, оно стало ключевой технологией для автоматизации, инспекции, мониторинга и интеллектуального принятия решений во многих отраслях.
Связанный блог
-
IRLZ44N MOSFET DASHASHIT, Схема, эквивалент, распина
![IRLZ44N MOSFET DASHASHIT, Схема, эквивалент, распина]()
2024/08/28
IRLZ44N является широко используемым N-канальным мощным MOSFET.Известный своими превосх... -
Сколько нулей за миллион миллиардов, триллион?
![Сколько нулей за миллион миллиардов, триллион?]()
2024/07/29
Миллион представляет 106, легко захватываемая фигура по сравнению с повседневными ... -
Температура батареи слишком низкая, зарядка остановилась.Как это исправить?
![Температура батареи слишком низкая, зарядка остановилась.Как это исправить?]()
2024/10/6
Проблемы зарядки батареи мобильного телефона являются обычными, но могут эффекти... -
BC547
![BC547]()
2024/07/4
Транзистор BC547 обычно используется в различных электронных приложениях, от основ... -
Полное руководство по мультиплексорам и их роль в цифровых системах
![Полное руководство по мультиплексорам и их роль в цифровых системах]()
2025/09/20
Мультиплекторы представляют собой компоненты в цифровых системах, предназначенн... -
Комплексное руководство по SCR (выпрямитель с управлением кремния)
![Комплексное руководство по SCR (выпрямитель с управлением кремния)]()
2024/04/22
Кремниевые рецидивы (SCR) или тиристоры играют ключевую роль в технологии электрон... -
LR621, SR621SW, 364, эквиваленты батареи и замены батареи AG1
![LR621, SR621SW, 364, эквиваленты батареи и замены батареи AG1]()
2024/07/15
Батареи кнопок LR621 и SR621SW распространены в компактных электронных устройствах, та... -
CR2450 против CR2032 Сравнение: все, что вам нужно знать
![CR2450 против CR2032 Сравнение: все, что вам нужно знать]()
2025/09/15
Кнопки, такие как CR2450 и CR2032, питают много повседневной электроники, от часов и удал... -
Основы схем Op-AMP
![Основы схем Op-AMP]()
2023/12/28
В запутанном мире электроники путешествие в свои загадки неизменно приводит нас ... -
Сравнение различий и приложений NMOS и PMOS
![Сравнение различий и приложений NMOS и PMOS]()
2024/11/15
Понимание различий между NMO и транзисторами PMOS важно при разработке эффективных ц...




Горячие части
- 12061A360GAT2A
- K5A3240YTB-T755
- GHR-03V-S
- IMP9325UHG
- RT0603BRE07182KL
- AK4385ET
- GRM219R60J476ME44D
- SN65HVD32DR
- HMC208AMS8ETR
- 06031A4R3CAT4A
- CY8C3245AXI
- DDA001BG
- K9F1G08ROA-JIBO
- SI9181DQ-15-T1
- C0402C0G1C7R5B
- PIC18LF4320-I/PT
- AU1500-333MBC
- PBL3007/CR2A
- C1608JB0J475M080AB
- 12062C472JAZ2A
- HA118225F
- OPA2677H
- GRM1555C1E1R9BA01D
- TC9324FG-026
- MPC8378VRALGA
- L99H01XPTR
- SC370763DW
- ST7538QTR
- S9S08DZ60F2CLF
- TC7MBL3257CFK
- RT1206DRE076R8L
- UPD69552F5-019-RN8
- TPS54628DDAR
- RK-0505S/H6
- T491D337K010ZT7290
- NPH15S2412IC
- T491D107M016ZTAC00
- VI-J6W-CZ
- 171050601
- T354A105J035AT7301
- VI-J6F-CZ
- T491C106K016ZTZQ01Z330
- 74AVC16T245DGGR
- DMP1012UCB9
- ICS84330BY-03LF
- MAX8786GTL
- TL054NSR
- CYBER9320-216T
- AFE5808A
- AD5686RACPZ